چکیده
اساسا
واحد کوچک فولاد یا مینی میل (mini-mill) کارخانهای است مشتمل
بر ذوب قراضه در کوره قوس الکتریکی، ریختهگری در واحد ریختهگری مداوم شمشال (billet) و نورد گرم
میلگرد و مفتول. ظرفیت چنین واحدی منوط به فروش فولاد ساختمانی و فروش محصول برای
خرید قراضه است. دو مشخصه عمومی در طراحی واحد فولاد آن است که ۵۰ درصد قراضه محلی موجود را مصرف کند و
حدود ۵۰ درصد نیاز محلی
به فولادهای ساختمانی را پاسخگو باشد. یک محدودیت دیگر آن است که معمولا حداکثر
فاصله برای حمل را ۴۰۰ کیلومتر
در نظر میگیرند. یکی از نکات اصلی در طراحی واحد، موازنه ظرفیت قسمتهای مختلف
است، به گونهای که حداکثر استفاده از همه آنها به عمل آید. واحدهایی که شمشال میخرند
و به میلگرد و مفتول نورد میکنند (واحدهای صرفا نوردی: reroller) "واحد کوچک فولاد" در نظر گرفته
نمیشوند.
مقدمه
در سالهای
گذشته تلاشهایی در جهت توسعه صنایع فولاد صورت گرفته است، با این فرض که با
افزایش ظرفیت، بهرهوری اقتصادی بهتر میشود. تحلیل اقتصادی برخی محققان این بود
که با افزایش تولید هم هزینه سرمایهگذاری و هم عملیات کاهش مییابد. واحد فولاد
ایدهآل از نظر این افراد باید تولید سالانه ۲۰ میلیون تن داشته باشد (که چنین واحدی هرگز ساخته نشده
است!)
اما برخی
محققان نشان دادهاند که هزینه واحدهای خیلی بزرگ بیش از واحدهای کوچک است. مثلا
در سال 1982 نسبت هزینه به ظرفیت سالانه برای واحدهای بزرگ 1200-1500دلار بر تن
بود، اما برای واحدهای کوچک 250 -300 و برای واحدهای صرفا نوردی 100-150 دلار بر
تن.
واحد کوچک
ظرف ۲۸ ماه نصب میشود
و به ظرفیت اسمی و کامل میرسد، در حالی که واحد خیلی بزرگ چهار یا پنج سال وقت
لازم دارد. با توجه به مقدار بهره و تورم، کل هزینه برای سرمایهگذاری واحدهای
بزرگ بالغ بر 25-30 درصد میشود، در حالی که برای واحدهای کوچک بیشتر از ۱۰ درصد نیست.
به دلیل
تجهیزات ساده کارخانه، تولید هر تن فولاد بر نفر ساعت، در واحدهای کوچک بصرفهتر
است. با یک حساب سرانگشتی، تولید برای این واحدها 500-800 تن بر نفر ساعت، و برای
واحدهای بزرگ غربی 200-400 تن بر نفر ساعت است. به علاوه، واحد کوچک فولاد به دلیل
زمان کوتاه طراحی تا عمل، بیشتر میتواند از تکنولوژی جدید بهره ببرد. مسائل
ارتباطی و اداری نیز در واحدهای کوچک کمتر است.
رشد
واحدهای کوچک فولاد
اولین
واحد کوچک فولاد در حدود سال 1935 ساخته شد.
در سال 1972 تعداد کل این واحدها در دنیای غرب به 130 واحد با ظرفیت کل ۱۵ میلیون تن در سال رسید. از این تاریخ
به بعد، ظرفیت واحدها به سرعت افزایش یافت و در سال 1977 به 49 و در سال 1983 به 63 میلیون تن (با 305
واحد) رسید. در سال 1983 ظرفیت کورههای قوسی در دنیای غرب 180 میلیون تن بود که
39 درصد آن در واحدهای کوچک نصب شده بود.
رشد
واحدهای ریختهگری مداوم نیز جالب است. در واحدهای کوچک فولاد در غرب، 96 درصد
فولاد به صورت مداوم ریختهگری میشود در حالی که واحدهای دیگر تنها تا 37 درصد از
ریختهگری مداوم استفاده میکنند. اولین واحدهای کوچک برای ظرفیتهای 10 تا 20
هزار تن ساخته شدند، اما به سرعت رشد کردند و به محدوده معمولی 60 تا 500 هزار تن
رسیدند. امروزه تعدادی واحد کوچک برای ظرفیت یک میلیون تن طراحی شدهاند. محصولات
واحدهای کوچک معمولا میلگرد و مفتول فولاد کم کربن است. این امر، استفاده از این
واحدها را بهبود میبخشد. در سالهای اخیر، پیشرفت تجهیزات و روشهای تولید، کیفیت
فولاد را افزایش داده است. امروزه در آمریکا بیشتر مفتول، میلگرد آجدار و مقاطع
سبک در واحدهای کوچک تولید میشود. در آینده میلگردها و مقاطع متوسط نیز تولید میشود.
امروزه این واحدها تنها تعداد محدودی استفاده از روش جدید ریختهگری امکان وارد
شدن واحدهای کوچک به این بازار نیز وجود دارد.
فولادسازی
همانگونه
که قبلا اشاره شد، واحدهای کوچک فولاد قراضه را در کورههای قوس الکتریکی ذوب میکنند.
با نصب ترانسفورمر پر قدرت (Ultra High Power) زمان عملیات
از ۳ تا ۴ ساعت به 60 تا 70 دقیقه میرسد،
بنابراین، در واحدهای موچک مدرن، امکان 20 تا 23 ذوب در روز وجود دارد. کورههای
قوسی معمولی با برق متناوب (AC) کار میکنند،
گرچه پس از سالیان متمادی تحقیق و بررسی، اولین کوره با جریان مستقیم (DC) نیز در واحد کوچک
فولاد فرانسه در سال 1984 نصب شد. مزایای کوره DC عبارتند از
کاهش مصرف الکتریسیته، سر و صدای کمتر و اشکالات کمتر الکتریکی. واحدهای کوچک، بخصوص
آنها که فولادهای مرغوب تولید میکنند، امروزه به استفاده از تکنولوژی تصفیه
پاتیلی روی آوردهاند.
برای به
دست آمدن همگنی حرارتی و ترکیبی، پاتیل با استفاده از گاز خنثی (آرگون یا نیتروژن)
همزده میشود. امروزه این روش ساده و ارزان محسوب میشود. تصفیه و گرم کردن توسط
کورههای پاتیلی و تجهیزات گاززدایی انجام میشود. تکنولوژی فولادسازی در کورههای
قوسی به سرعت رو به توسعه و بهبود است. تا چند سال پیش، بهرهوری t/MVAhr مورد نظر بود. با استفاده از ترانسفورمرهای
پر قدرت UHP، پیشگرم کردن
قراضه، مشعلهای اکسیژن ـ سوخت و دمش اکسیژن، زمان تخلیه به 60 تا 70 دقیقه کاهش
یافته است.
به تازگی
فرایندهای فولادسازی مداوم مطرح شده است. قراضه در یک تونل گرم شده پیشگرم میشود
و به طور مداوم از طریق یک کانال لرزان به کوره منتقل میگردد. کوره در همه وقت میتواند
با حداکثر توان کار کند، زیرا از ظرفیت کوره به خوبی بهرهبرداری میشود. سرعت
تولید به دمای پیشگرم بستگی دارد.
فرایند
مداوم هر 40 تا 50 دقیقه یک پاتیل مذاب به دست میدهد، و سپس فولاد مذاب در پاتیل
تصفیه میشود. گرچه اساس واحدهای کوچک فولاد استفاده صد در صد از قراضه به عنوان
تنها منبع فلزی بود، امروزه بیش از 100 واحد وجود دارد که آهن اسفنجی به روش احیاء
مستقیم ـ اغلب با استفاده از فرایند میدرکس ـ تولید میکنند. شرکتهای مانسمان
دماگ و لورگی تکنولوژی جدیدی در تولید آهن خام ارائه دادهاند که منبع بر استفاده
از زغال سنگ به عنوان تنها منبع انرژی مبتنی است. آهن مذاب با مقدار کربن کنترل
شده 1/0 تا 6/2 درصد در یک کوره دوار تولید میشود. تکنولوژی پلاسما نیز در احیای
سنگ آهن به طریق مستقیم مورد آزمایش قرار گرفته است. در آینده ممکن است این روش
برای واحدهای کوچک مورد توجه باشد.
ریختهگری
سرعت
فرایند در واحدهای کوچک عمدتا به نحوه استفاده از ریختهگری مداوم بستگی دارد.
واحدهای کوچک از شمشال و آن نوع فولادهایی که به سادگی ریختهگری میشوند استفاده
میکنند. محدوده کوچک محصولات باعث میشود که از ریختهگری متوالی استفاده شود و
بنابراین بازده بالا رود. در ریختهگری شمشمال، اجتناب از اکسایش مجدد مذاب بین
پاتیل و تاندیش معمولا با استفاده از یک لوله ساده آببندی شده انجام میگیرد. در
تولید فولادهای مرغوب، استفاده از این وسیله برای کاهش آخالهای غیرفلزی ضروری
است. برای افزایش منطقه دانههای محوری (equiaxed grains) و بهبود جدایش مرکزی (central segregation)
از همزن القایی (induction stirrer) در قسمت خارج از قالب استفاده میشود. همزن
القایی حفرههای گازی و آخالهای زیر سطحی را کاهش میدهد. با توجه به تاثیر همزن
القایی در تولید یک پوسته منجمد شده با ضخامت یکنواخت، سرعت ریختهگری افزایش مییابد.
یک پیشرفت مهم در تکنولوژی ریختهگری عرصه زنجیر سخت
(rigid dumy bar)انحنادار
است که با آن پارگی خط (breakout) کاهش مییابد، هدایت
آن به درون قالب به راحتی صورت میگیرد و آمادهسازی دوباره آن بلافاصله پس از آنکه
انتهای شمش ماشین کشنده(machinewithdrawal) را ترك كرد
صورت میگیرد. طرحهای مختلف ریختهگری افقی امروزه مطرح شده است و قطعات در آینده
برای کاهش هزینه و بهبود کیفیت در واحدهای کوچک به کار گرفته خواهد شد. محافظت
مذاب در فاصله بین تاندیش و قالب از جذب گاز و اکسایش مجدد آن جلوگیری میکند.
نورد
در سابق
شمشمالهای حاصل از ریختهگری در بستر خنک کننده سرد و در کورههای هل دهنده (pusher) یا گامی (walking beam) پیشگرم میشد.
امروزه سعی بر استفاده از شارژ گرم شمشالها یا نورد مستقیم به منظور صرفهجویی در
مصرف انرژی است. در واحدهای قدیمیتر اغلب از روش باز (open train) برای نورد میلگرد و مفتول استفاده میشود.
واحدهای جدید معمولا از روش مداوم مستقیم با 15 تا 25 قفسه و معمولا ترکیبی از
میلگرد و مفتول استفاده میکنند. میلگرد در یک قفسه و مفتول اغلب در دو قفسه نورد
میشود. معمولا خط نورد مستقیم مداوم دارای ۷ قفسه در نورد اولیه، ۸ قفسه میانی و یک یا دو بلوک نهایی با ۸ تا ۱۰ قفسه است.
نورد
اولیه
در گذشته،
ابعاد معمولی شمشال مورد استفاده در واحدهای کوچک فولاد 140 میلیمتر مربع یا بیشتر
از 100 تا 120 میلیمتر مربع بود. برای افزایش تولید و بازده، تلاش در جهت بالابردن
ابعاد تا ۱۲۰ میلیمتر متمرکز
شده است. بنابراین، قفسههای اولیه با یک بلوک فشرده جایگزین شدهاند. سازندههایی
چند برای بلوک وجود دارد، از جمله مورگان (Morgan) كه بلوكهای 4 و
6 قفسهای برای مقادیر زیاد کاهش سطح مقطع طراحی کرده است. یک بلوک ۴ قفسهای میتواند جایگزین 6 قفسه
معمولی شود. در یک نورد با استفاده از غلتکهای بدون شیار (grooveless)
شمشال 175 میلیمتر مربع در طی یک عبور (pass) از بلوک به 75 میلیمتر
میرسد. این بدان معناست که به طور متوسط 8/35 درصد کاهش سطح مقطع در هر قفسه و کلا
9/5 درصد تغییر طول نسبی وجود دارد. مورگاردشامر (Morgardshammer) نیز تلاشهایی در
این زمینه کرده است. در بلوک ۵ قفسهای،
متوسط کاهش سطح مقطع در هر قفسه 40 درصد با استفاده از شیارهای الماسی است. یک
شمشال 150 میلیمتر مربعی در یک عبور به بیضی 30 * 70 تبدیل میشود و کل تغییر طول
نسبی 7/10 درصد است. بلوک اولیه
با غلتکهای یک سر درگیر توسط پومینیـ فورل (pomini-Forrel)
ساخته شده است. زیماگ (Siemag) نیز قفسه
اولیه غلتکی ساخته است.
نورد سه
تایی
در نورد
مستقیم، محصولات عبارتند از میلگرد، مفتول و مقاطع کوچک، نظیر نبشی، ناودانی و
غیره. برای محصولات پهن، مثل صفحه و تسمه، این نوع نورد مناسب نیست. بدین منظور،
نیاز به یک نورد اولیه معکوس وجود دارد که مناسبترین آن نورد سه تایی است. این
نورد یک بلوک ۳ قفسهای بسیار
فشرده است که به صورت قفسههای عمودی ـ افقی ـ عمودی تربیت یافته است. این نورد
ابتدا برای نورد تخالهای نازک و تبدیل گوشهها به بیضی یا مربع برای تغذیه نورد
میانی یک نورد میلگرد توسعه یافته بود. با توجه به استفاده از غلتکهای تخت و نورد
معکوس در چند عبور، نورد یک شمشه (bloom) مربع یا تخت
به شکلها و اندازههای مختلف، برای به تناسب درآوردن آن برای نورد بعدی در محصولات
بلند نظیر میلگرد، مفتول، مقاطع یا محصولات تخت و تسمه نازک قابل قبول است. توجه به
نکات زیر در پروژه بازسازی و توسعه محدوده محصول جالب است:
· میلگرد 10ـ30 میلیمتر،
کلاف مفتول ۷ تا 12 میلیمتر،
تسمه گرم ۳ تا ۵ در ۳۰۰ میلیمتر
· نوع فولاد: کم کربن
و پر کربن، ضد زنگ
· ماده اولیه: کم کربن
و پرکربن، ضد زنگ
با نورد
سه تایی، شمشالها یا شمشمههای ریختگی و کنده (ingot) در طی ۹ عبور در بلوک به مقطع 42 * 42 میلیمتر نورد میشوند.
شمشه تخت در طی ۷ عبور در بلوک به
مقطع 200*300 میلیمتر نورد میشود. نورد سه تایی همزمان میتواند یک نورد مداوم را
برای میلگرد و یک نورد کوتاه را برای تسمه تغذیه کند. از آنجا که تمام غلتکها
بدون شیار هستند و فاصله بین دو غلتک (gap) بسیار سریع
تغییر میکند، میتوان به سرعت، عبورهای مختلف را به تناسب نورد، با ابعاد مختلف،
برای محصولات گوناگون انتخاب کرد. در نورد سه تایی میتوان محصول تخت را تا اندازه
نهایی نورد کرد بنابراین نورد سه تایی برای محدوده وسیعی از محصولات بسیار مناسب
است. نورد مستقیم معمولی نمیتواند این محدوده را بپوشاند.
نورد
انعطافپذیر
برنامه
نورد معمولا وسیع و متنوع است، به گونهای که آمادهسازیهای متوالی را برای تغییر
غلتکها و شیارها (grooves) و تنظیم راهنماها (guides) میطلبد که زمانبر
است. آمادهسازی برای شکل و ابعاد جدید محصول ممکن است توقف 20 تا 60 دقیقهای یا
حتی بیشتر را باعث شود. در نورد بدون شیار، تنها فاصله غلتکها ـ بدون هیچ گونه
توقفی ـ تنظیم میشود. هنگامی که ابعاد محصول نورد شده، در مقایسه با قطر غلتک،
بزرگ باشد غلتکهای تخت کاملا برای نورد شمشه و شمشال مناسب هستند. برای اندازههای
نازک ـ میلگرد کوچک و مفتول ـ نورد پایدار نیست و راهنماهای دقیقی مورد نیاز است
که خود مسائلی را در پی دارد.
یک برنامه
کالیبر تخت ـ بیضی که نگارنده ارائه کرده "خود راهنما" (self rolling)
است، یعنی در آن تنها راهنماهای ساده برای اندازههای مختلف لازم است، با این
برنامه، تمام محصولات بدون تغییر غلتک و شیار نورد میشوند و بنابراین بازده نورد
زیاد است. یک تکنیک جدید برای تهیه نبشی و ناودانی از ابعاد مناسب تخت، نورد
پربازدهی را از این محصولات در پی دارد.
نورد
مستقیم
پرمصرفترین
انرژی در نورد، کوره پیشگرم است. با نورد مستقیم، مقدار زیادی انرژی صرفهجویی میشود.
شمشال فولادی معمولا در محدوده دمایی 1150 تا 1200درجه سانتیگراد نورد میشود. از
آنجا که دما بعد از ریختهگری و انتقال به اولین قفسه نورد ممکن است کمتر از این
شود، شمشال را پیشگرم میکنند. تحقیقاتی که در زمینه نورد در دمای کم انجام شده
است نشان میدهد که امکان نورد فولادهای معمولی در دمای تا 750 درجه سانتیگراد
وجود دارد. گرچه بار نورد افزوده میشود، اغلب کارخانههای نورد میلگرد ظرفیت و
توانایی استفاده از دمای کن نورد را دارند.
نورد شاخهای
به هنگام
نورد میلگردها و مفتولهای نازک، بهرهوری به صورت طبیعی کم است. برای افزایش
تولید، تکنیک نورد شاخهای (slit rolling) بازدهی خوبی دارد
و هزینه کمی در مقایسه با نورد دو خطی (strand rolling) میبرد.
صرفهجویی
در مصرف انرژی
تغییرات
بازار جهانی در مورد انرژی حتی بر واحدهای کوچک فولاد فشار میآورد تا مصرف انرژی
را بهبود بخشند. در یک کوره قوسی آلمانی، مصرف انرژی الکتریکی از 630 به 400
کیلووات ساعت بر هر تن فولاد کاهش یافت. برای کارخانههای نورد، امکان صرفهجویی
در جدول ۲ نشان داده شده
است.
در اغلب
کارخانههای نورد، با استفاده مناسب از انرژی، صرفهجویی زیادی میتوان انجام داد.
محصولات
تخت
در گذشته،
نیاز به محصولات بلند در مراحل صنعتی شدن، عمده مصرف فولاد را در بر میگرفت، اما
توسعه صنعت سهم محصولات تخت را افزایش داده است. به عنوان نمونه، در سال 1960 در
مکزیک مصرف فولاد 15/1 میلیون تن با 40 درصد محصولات تخت بوده است. در سال 1978
مصرف به 05/6 میلیون تن با 58 درصد محصولات تخت رسید. یک کارخانه مدرن نورد گرم
تسمه، 3 تا 5 میلیون تن تسمه پهن در سال تولید میکند (که هزینه کارخانه بسیار بالاست).
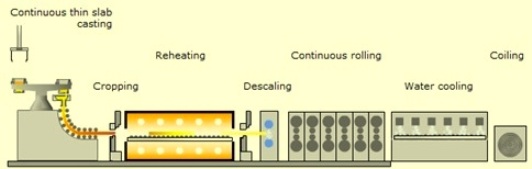
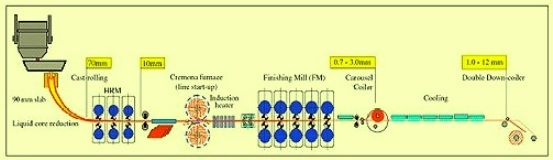
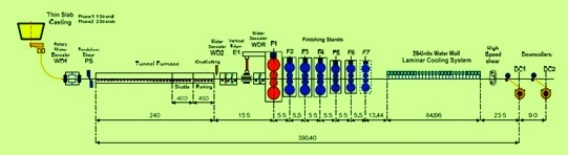
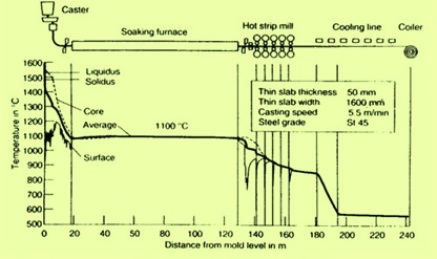
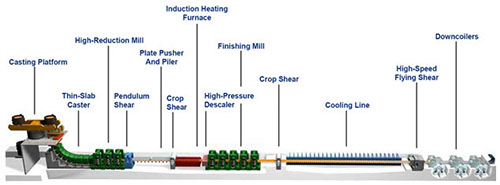
این کارخانهها برای کشورهای پیشرفته مناسب نیستند، بنابراین اخیرا تکنیک ریختهگری
تختال نازک (thin slab
casting) و ریختهگری
تسمه به وجود آمده است که هزینه سرمایهگذاری و عملیات آن کمتر است. مشخصات تکنولوژیهای
جدید در جدول ۳ آمده است.
در ریختهگری
تختال نازک، مثلا مدل Hazeleh و نیز Hitachi و kawasaki، فولاد بین دو
تسمه متحرک فولادی ـ که یک قالب نازک تشکیل میدهند ـ ریخته میشود. اختلاف این دو
کارخانه در آن است که در اولی از قالب افقی شیبدار و در دومی از قالب عمودی
استفاده میشود. Schloemann-Siemag از قالب نوسانی
عمودی کرده است، اما با شکل خاصی در منطقه ریختن، که پهنتر است تا بتوان از امکان
نازل غوطهور
(submerged
nozzle) استفاده
کرد. بعد از کوششهای اولیه، اولین خط تکی صنعتی اکنون در شرکت نیوکور (Nucor) امریکا نصب شده است.
طرح ریختهگری تختال نازک به صورت ریختهگری افقی شمشال در امریکا مورد آزمایش
است. ریختهگری تسمه نیز تحت بررسی است. مذاب فولاد در بین دو غلتک موازی، که یک
قالب کوتاه عمودی تشکیل میدهند، ریخته میشود. در ریختهگری تسمه بسیار نازک،
مذاب فولاد روی یک غلتک دوار منجمد، یا روی یک قالب متحرک افقی پاشیده میشود. این
روشهای جدید در آینده نزدیک در مقیاص صنعتی مطرح خواهند شد./
|
جدول ۱: بهرهوری کوره قوس الکتریکی در شرایط کاری مختلف
|
|
وضعیت
|
t/MVAhr
|
|
معمولی
|
1/1
|
|
بدون پیشگرام قراضه
|
5/1
|
|
پیشگرام قراضه تا دمای 500
|
2
|
|
پیشگرام قراضه تا دمای 900
|
8/2
|
|
جدول ۲: امکان صرفهجویی در کارخانههای نورد
|
|
وضعیت
|
امکان کاهش مصرف انرژی (درصد)
|
|
بارگیری مستقیم شمش گرم
|
21
|
|
بهرهبرداری صحیح از خط نورد
|
10-20
|
|
نورد بدون شیار
|
13
|
|
نورد شاخهای
|
18
|
|
نورد در دمای کم:
|
|
|
750
|
45
|
|
950
|
17
|
|
بلکوک با کاهش شدید سطح مقطع
|
5-20
|
|
نورد endless
|
5-10
|
|
جدول ۳: تکنولوژی جدید در ریختهگری
|
|
مواد
|
ضخامت (میلیمتر)
|
سرعت ریختهگری (متر بر دقیقه)
|
ظرفیت سالانه (میلیون تن)
|
|
ریختهگری تختال نازک
|
30
– 40
|
10
– 25
|
5/1
|
|
ریختهگری تسمه
|
5
– 25
|
20
– 30
|
25/0
– 4/0
|
|
ریختهگری تسمه بسیار نازک (ورق)
|
5/0
– 1
|
600
|
3/0
|
منبع:
P. O. Strandell; "The importance of
Mini-mill for the steel industry"; Modernization of steel rolling;
International Academic Publishers; 1989
نشریه فراز، شماره
۱۳، سال ۱۳۷۸

.jpg)